HVOF, HVAF - najnowocześniejsze technologie powłok ochronnych
Natryskiwanie naddźwiękowe
Natryskiwanie cieplne HVAF/HVOF – przemysłowa technologia ochrony i regeneracji powierzchni
Natryskiwanie cieplne HVAF (High Velocity Air Fuel) oraz HVOF (High Velocity Oxy Fuel) to wydajne metody nanoszenia powłok ochronnych, stosowane powszechnie w lotnictwie, energetyce i przemyśle ciężkim. Technologia ta pozwala na nakładanie powłok węglikowych oraz metalicznych o doskonałej odporności na ścieranie, erozję, wysokie temperatury i korozję chemiczną.
Dzięki usłudze natryskiwania cieplnego HVOF i HVAF oferowanej przez firmę Centrum Mechaniki i Inżynierii Powierzchni, zaawansowane rozwiązania powierzchniowe do tej pory zarezerwowane dla największych zakładów przemysłowych i sektora aerospace są teraz dostępne dla firm produkcyjnych, remontowych i usługowych w całej Polsce. Nasze rozwiązania znacząco wydłużają czas eksploatacji krytycznych komponentów maszyn i urządzeń – nawet w ekstremalnych warunkach pracy.
Dlaczego natryskiwanie cieplne HVAF i HVOF?
Technologie natryskiwania cieplnego HVOF i HVAF przewyższają tradycyjne metody powlekania oraz natryskiwania cieplnego pod względem parametrów technicznych i trwałości powłok. Obie techniki opierają się na nagrzaniu – HVAF zazwyczaj poniżej, a HVOF powyżej temperatury topnienia materiału powłokowego i jego przyspieszaniu do prędkości naddźwiękowych w kierunku powierzchnii detalu pokrywanego. To gwarantuje minimalną porowatość powłoki i wyjątkową przyczepność.
- Wyjątkowa twardość powłok – nawet do 1600 HV, co przyczynia się do skutecznej ochrony powierzchni narażonych na erozję, abrazję, tarcie metal-metal oraz inne mechanizmy ścierania.
- Minimalna porowatość <1% – zapewnia doskonałą szczelność i odporność korozyjną powłoki.
- Kontrola grubości powłok – od 50 µm do 600 µm, z możliwością prowadzenia precyzyjnej finalnej obróbki (szlifowanie, polerowanie).
- Wysoka przyczepność – powłoki osiągają przyczepność powyżej 80 MPa, co niweluje ryzyko ich odspojenia od podłoża.
Typowe obszary zastosowań powłok naddźwiękowych
Najczęściej natryskiwanie cieplne HVAF/HVOF stosuje się w przypadkach, gdy standardowe rozwiązania nie zapewniają wystarczającej trwałości. Nasze powłoki techniczne sprawdzają się idealnie jako:
- Powłoki trudnościeralne – na np. bębnach ciągalniczych, rolkach transportowych, tłoczyskach hydraulicznych, wirnikach pomp, wałach napędowych, miejscach pod uszczelnienia, korytach podajników wibracyjnych, ślimakach, wykładzinach trudnościeralnych.
- Ochrona antykorozyjna – zabezpieczająca powierzchnie pracujące w środowiskach mokrych, kwasowych, zasadowych i o wysokiej temperaturze (np. chemia przemysłowa, przemysł morski, instalacje energetyczne).
- Zastosowania wysokotemperaturowe – części kotłów, turbiny gazowe i parowe, elementy komór spalania.
- Regeneracja elementów maszyn – technologia HVAF/HVOF nadaje się również do selektywnej odbudowy zużytych powierzchni roboczych jak np. miejsca pod uszczelnienia, łożyska itp.
Zakres materiałowy – co możemy natryskiwać?
Dobór materiału powłokowego jest fundamentalnym etapem procesu natryskiwania. Wykorzystujemy wysokiej jakości materiały renomowanych producentów, w zależności od indywidualnych wymagań klienta:
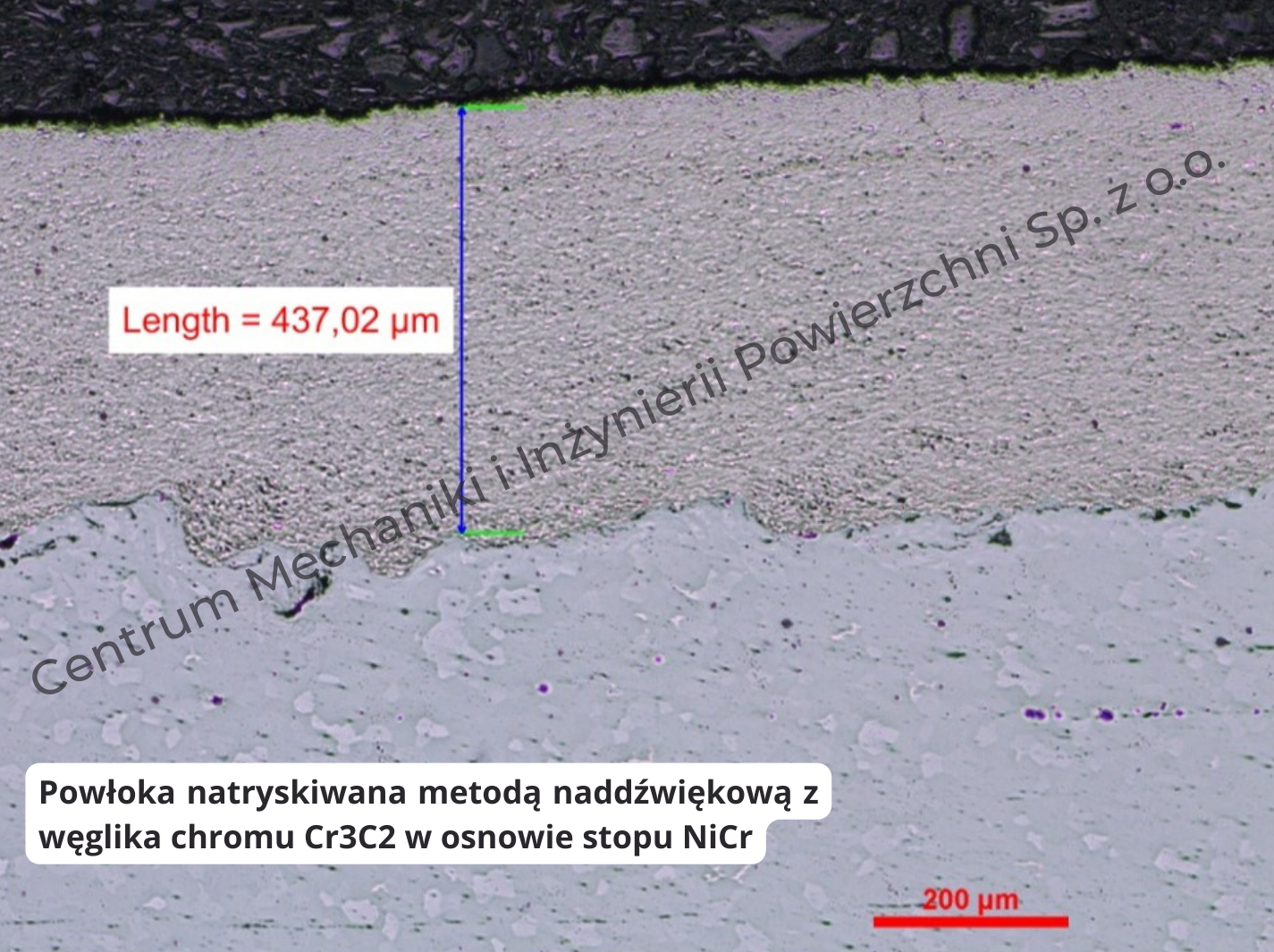
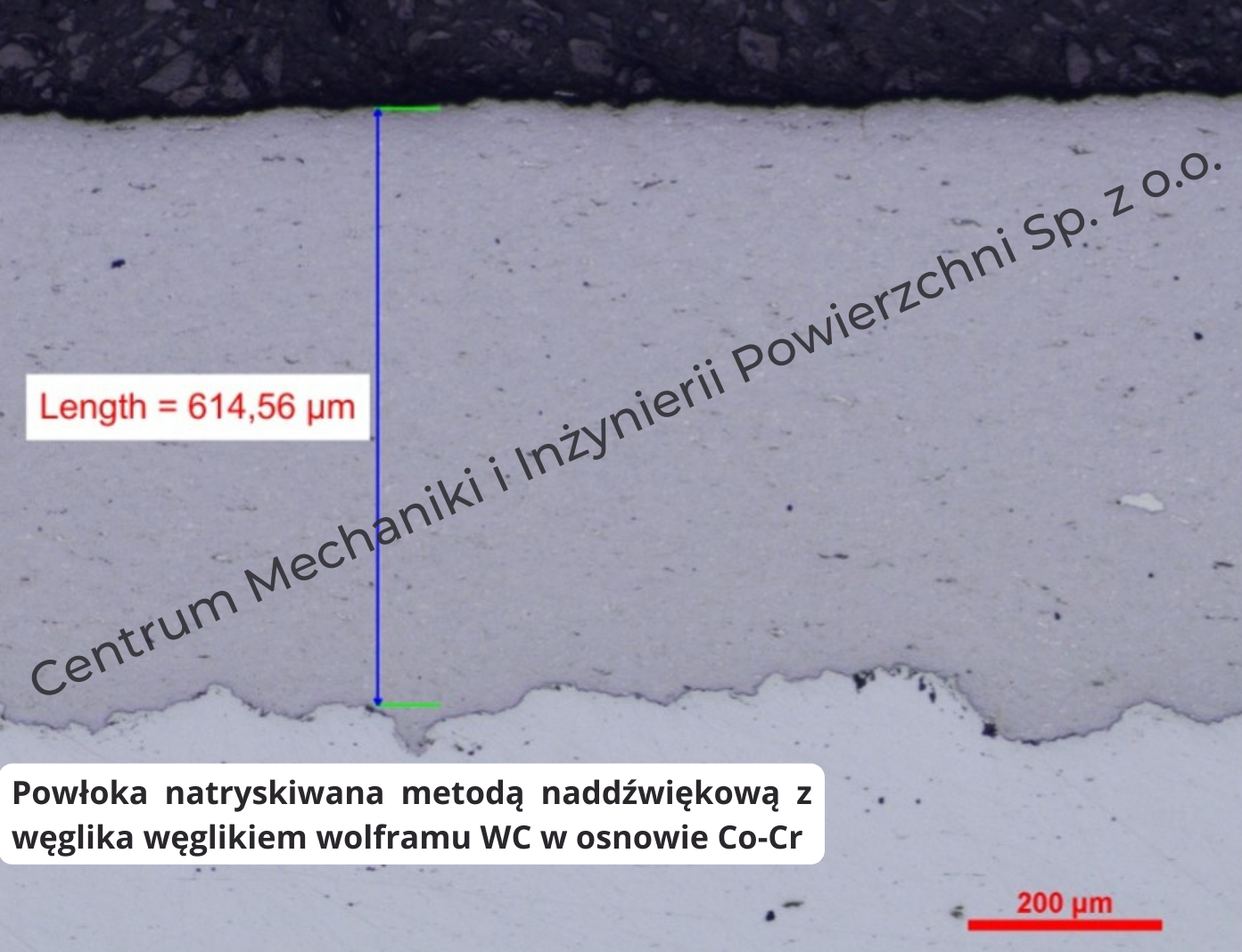
- Powłoki węglikowe: WC/Co, WC/CoCr, Cr₃C₂/NiCr – do ochrony przed erozją, abrazją, ścieraniem, gorącym gazem i solami metali.
- Stopy niklu i kobaltu: NiCr, CoCr,, NiAlMo, NiAl, NiCr, NiCrMoWFe, Inconel, Hastelloy – stosowane wszędzie tam, gdzie liczy się odporność na temperaturę i korozję chemiczną.
- Powłoki ze stali nierdzewnych i kwasoodpornych.
- Materiały specjalne – powłoki typu bond coat, nikiel, miedź.
Dla kogo jest natryskiwanie HVOF i HVAF?
Technologie naddźwiękowego natrysku cieplnego stanowią odpowiedź na potrzeby odbiorców, którzy dążą do:
- wydłużenia czasu pracy maszyn i urządzeń bez awarii,
- zoptymalizowania kosztów obsługi technicznej,
- wdrożenia rozwiązań z branży lotniczej i przemysłu ciężkiego w lokalnej produkcji i utrzymaniu ruchu,
- ochrony elementów szczególnie trudnodostępnych lub wymagających skomplikowanej wymiany,
- regeneracji wartościowych komponentów, których zakup jako nowych jest kosztowny lub czasochłonny.
Dlaczego CMIP?
Oferujemy kompleksową usługę natryskiwania cieplnego HVAF i HVOF w Polsce – od konsultacji technicznej, przez przygotowanie powierzchni i dobór materiałów, aż po kontrolę jakości i dokumentację zgodną z wymaganiami przemysłowymi. Pracujemy zarówno dla klientów z sektora dużej energetyki, petrochemii, transportu, jak i dla firm średniej wielkości czy prywatnych zakładów remontowych.
Nasze możliwości sprzętowe oraz wieloletnie doświadczenie pozwalają nam świadczyć usługi o wysokiej powtarzalności, niezależnie od skomplikowania geometrii detalu czy trudności aplikacyjnych.
Różnice pomiędzy technologią HVOF a HVAF
Technologia HVAF została opracowana jako rozwinięcie klasycznego procesu HVOF (High Velocity Oxy Fuel). Oba procesy wykorzystują zjawisko spalania gazu w celu przyspieszania cząstek materiału powłokowego do prędkości naddźwiękowych, jednak różnią się w istotnym aspekcie: w HVAF stosuje się sprężone powietrze pod dużym ciśnieniem zamiast tlenu jako gazu utleniającego. Ta zmiana przekłada się na niższą temperaturę płomienia i wyższą prędkość wyrzucanych cząstek, co zmniejsza utlenianie i rozkład węglików wolframu (WC), co skutkuje powstawaniem powłok o wyższych odpornościach na ścieranie niż w przypadku HVOF.
Z kolei technologia HVOF wykazuje większą uniwersalność w zakresie dostępnych materiałów proszkowych, co czyni ją preferowaną metodą w przypadkach wymagających natrysku powłok o składzie niestandardowym lub specjalistycznym (np. stopy niklu, nadstopy kobaltu, Inconel, Cu-Ni itp.).
Obie technologie się wzajemnie uzupełniają, a wybór konkretnej zależy od oczekiwanych parametrów powłoki, materiału bazowego oraz warunków pracy komponentu.





Materiały powłokowe
Kompozyty składające się z osnowy metalicznej Co-Cr, NiCr lub innych, zbrojonych węglikami exsitu WC, Cr33C2, Inconele, stopy NiCr.
Właściwości powłok
Najwyższa odporność na ścieranie i korozję spośród wszystkich metod natryskiwania, twardość do 1600 HV, przyczepność do podłoża do 80 MPa, porowatość poniżej 1%. Grubość powłoki od 0,08 do 0,6 mm.
Aplikacje
Powierzchnie trudnościeralne na bębny ciągalnicze, powierzchnie mieszadeł, rolki napędowe, tłoczyska siłowników hydraulicznych, rozdzielacze olejowe, uszczelnienia, zsypy. Powłoki antyerozyjne na ściany szczelne kotłów energetycznych, rury transportowe.